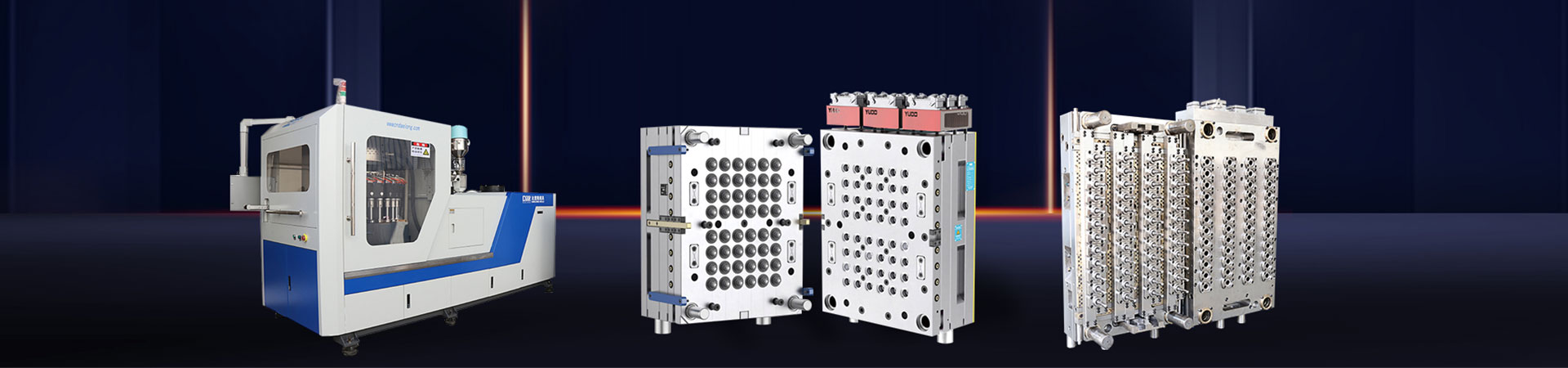

Ti assicuriamo che forniamo sempre una macchina per la compressione del cappuccio a 18 cavità di alta qualità. Aiutarti a scegliere i prodotti giusti e di alta qualità per conquistare il mercato e aprire il mercato con prodotti e servizi qualificati e ottenere vantaggi reciproci.
Tempo ciclo più breve per una maggiore produttività
Meno consumo di energia
Alta densità specifica
Stampi esenti da manutenzione che durano decenni
Processo di cambio colore rapido
Meno rifiuti significa minori costi
| Modello | DRCM-018 |
| Capacità produttiva | 17000-18000/ora (tappo 29/25MM) |
| Diametro del cappuccio | 20-45 mm |
| Altezza del cappuccio | 10-30 mm |
| Materiale del cappuccio | PP/HDPE/LDPE |
| cavità stampo n. | 18 |
| Potenza | 380V/PH/50Hz |
| Potenza di installazione | 30KW |
| Consumo di aria | 0.3M3/ora, 0.8Mpa |
| Dimensione della macchina | 2660*1200*2000 mm |
| Peso della macchina | 3.1T |

RISPETTO ALLA MACCHINA PER LO STAMPAGGIO A INIEZIONE
| Elemento | Compressione del cappuccio macchina per lo stampaggio |
Stampaggio a iniezione macchina |
| Numero di cavità | 24 | 2*24 |
| Produzione | 16800-23400 | 2*6000 |
| Consumo di energia | 26 | 2*36 (con stampo) |
| Consumo di energia al mese | 18720 | 51840 |
| Risparmio energetico al mese | 33120kw | |
| Riduzione dei costi | $ 6650 00/mese (se $ 0 2/kw/h) | |
| Usando l'additivo | No | sì |
| Usando il rilascio dello stampo | No | sì |
| Odore particolare | No | sì |
| Aspetto del prodotto | Nessun punto di iniezione | Con punto di iniezione |
| Sciupare | No | sì |
| Risorsa di manodopera | 1 | 2 o più |
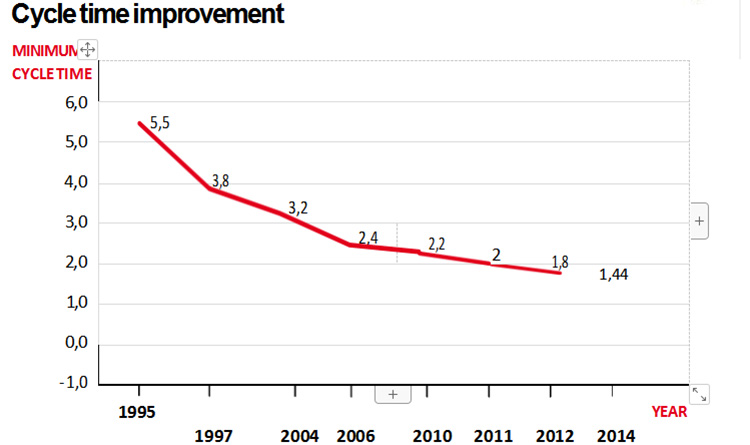
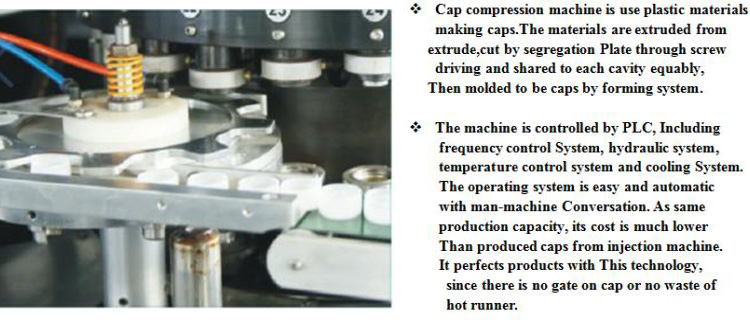
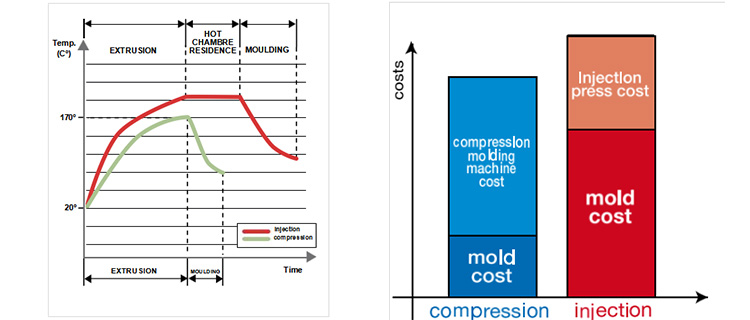
IT CICLO PIÙ BREVE e quindi maggiore produttività. La temperatura di estrusione più bassa consente un più rapido raffreddamento del tappo nello stampo: ciò ha ridotto i tempi ciclo, che nel caso di tappi leggeri sono stati ridotti a circa 2 secondi.
MENO CONSUMO ENERGETICO. Temperature di estrusione più basse significano che è necessaria meno energia per portare la plastica alla temperatura di estrusione e, poiché la plastica è più fredda, è necessaria meno energia per raffreddarla. Il risparmio energetico complessivo per cap prodotto può raggiungere il 45%.
ELEVATA DENSITÀ SPECIFICA. A parità di pressione di stampaggio, temperature più basse consentono il raggiungimento di una densità specifica maggiore; inoltre è assente il punto di iniezione, che sollecita ulteriormente la plastica fusa. Questa condizione tecnologica fornisce proprietà meccaniche e una consistenza che sarebbero irraggiungibili con l'iniezione.
LA COERENZA è diventata un problema importante nell'imbottigliamento delle bevande, dove le linee di produzione sono sempre più veloci e sofisticate e dove non è più possibile tollerare i fermi degli impianti legati al tappo.
STAMPI SENZA MANUTENZIONE che durano decenni. Il movimento verticale e assiale dello stampo a compressione garantisce - a differenza dello stampo ad iniezione, gravato dal proprio peso - che gli stampi siano protetti da ogni tipo di usura. Lo stampaggio a compressione significa nessuna usura degli stampi per l'intera vita lavorativa.
CAMBIO COLORE RAPIDO Si effettuano velocemente senza dover pulire una camera calda, assente nel processo di compressione. MENO RIFIUTI minori costi.
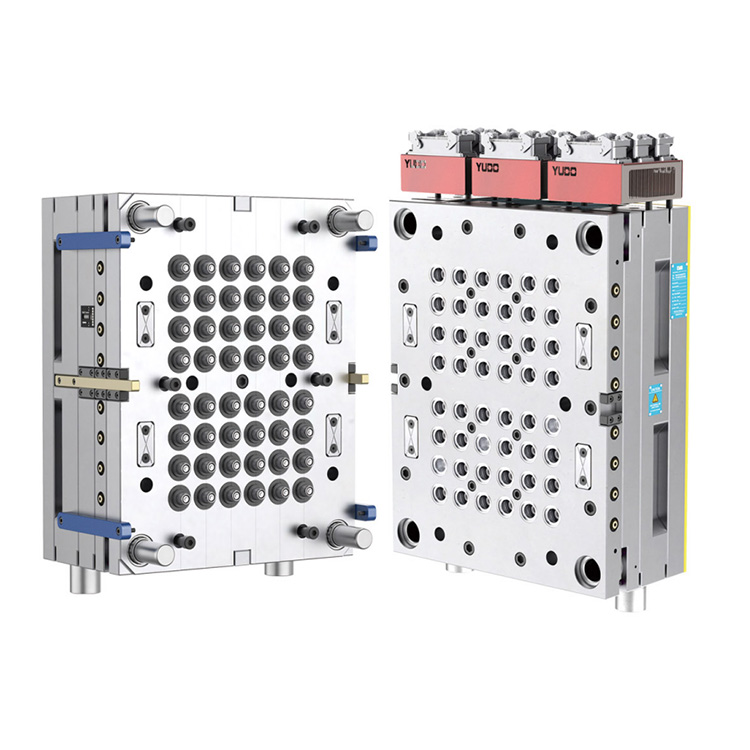
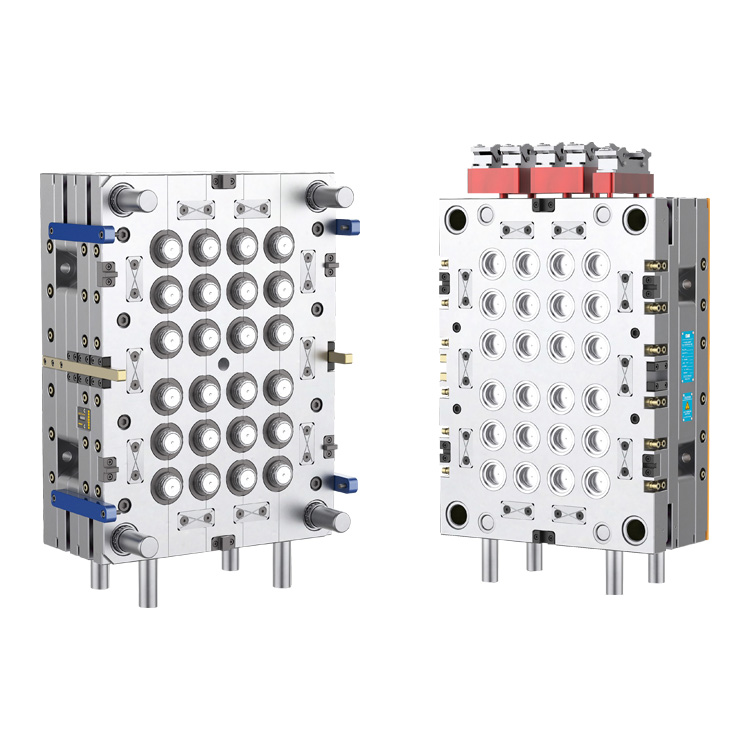
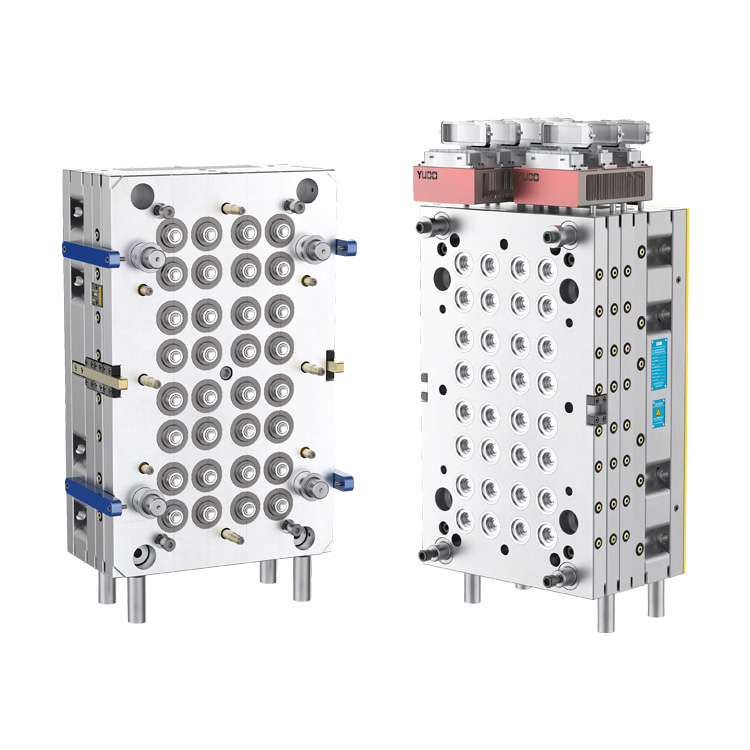
| Materiale della muffa | Cavità | DC53, Giappone |
| Base della cavità | Rame al berillio, USA | |
| Piedistallo a cavità | S136 .Svezia | |
| Vite del piedistallo della cavità | DC53, Giappone | |
| Nucleo | Rame al berillio, USA | |
| Filettatura parte | DC53, Giappone | |
| Manica media | DC53, Giappone | |
| Manicotto sformato | S136 .Svezia | |
| Durezza dello stampo | Dopo l'accensione sotto vuoto, il trattamento criogenico a -180°C, la nitrurazione, quindi il DLC (Diamond-Like Carbon), la durezza dello stampo è di circa 70 gradi. | |
Esporta imballaggio standard
Il nostro tecnico può essere la fabbrica dell'acquirente per installare e far funzionare la macchina. Ma l'intero costo del viaggio del tecnico è a carico dell'acquirente (comprende il biglietto aereo, il costo dell'alloggio e lo stipendio)
LA DATA DI CONSEGNA: 55-60 GIORNI DOPO RICEVERE LA CAUZIONE.
IL PORTO DI CONSEGNA: NINGBO, CINA