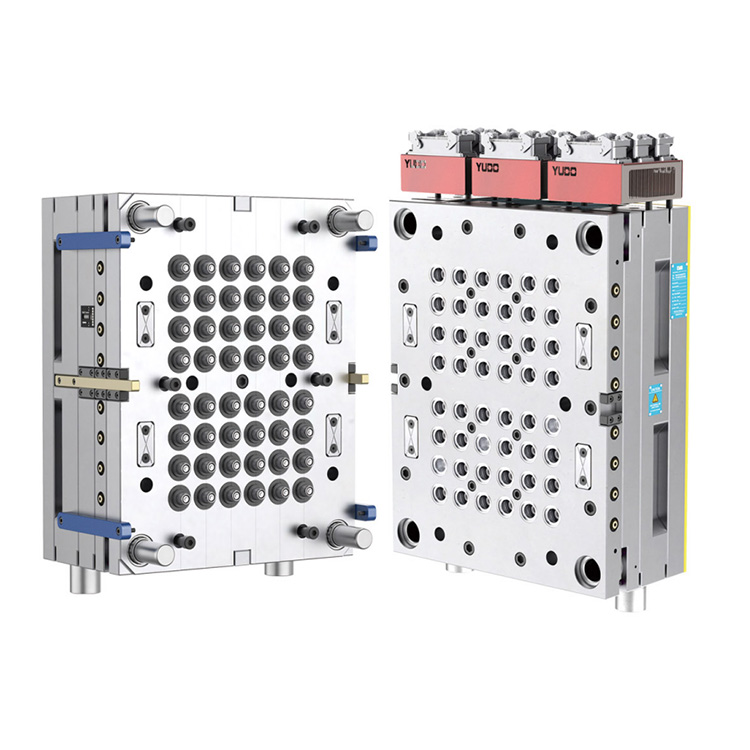
Il metodo di manutenzione distampo preforma(stampo ad iniezione) deve essere combinato con le specifiche di funzionamento quotidiano e la manutenzione periodica, come segue:
Pulizia cavità/nucleo
Dopo ogni produzione, utilizzare un detergente speciale e un panno morbido per rimuovere residui di plastica e macchie di olio. Le macchie ostinate possono essere pulite con la pulizia ad ultrasuoni.
Evitare l'uso di strumenti duri (come fili e barre di acciaio) per pulire per evitare graffi sulla superficie.
Pulizia del sistema di guida
Utilizzare regolarmente aria compressa o una speciale bacchetta di pulizia per pulire il canale principale, il canale di derivazione e il cancello per evitare un'iniezione irregolare causata da un blocco.
Pulizia della superficie dello stampo
Pulire la polvere e le macchie di olio sulla superficie esterna. Dopo un arresto prolungato, spruzzare olio antiruggine o applicare burro per prevenire la ruggine.
Operazione di lubrificazione
Le parti mobili come perni di guida, espulsori e cursori devono essere lubrificate almeno due volte per turno (più frequentemente in estate). Si consiglia di utilizzare lubrificanti professionali.
Controllare regolarmente se i perni di guida e i manicotti di guida sono deformati o usurati e sostituire tempestivamente le parti danneggiate.
Manutenzione della superficie di divisione
Durante il processo di produzione, è necessario effettuare una pulizia regolare della plastica residua sulla superficie di divisione per evitare traboccamenti o danni allo stampo causati dalla chiusura allentata dello stampo.
Trattamento antiruggine
Se la macchina viene fermata per più di 24 ore, spruzzare olio antiruggine o agente distaccante sulla superficie della cavità e del nucleo; si consiglia grasso antiruggine per la conservazione a lungo termine.
In un ambiente umido, la frequenza della prevenzione della ruggine dovrebbe essere aumentata per evitare che il vapore acqueo corroda la cavità dello stampo.
Ambiente di archiviazione
Lo stampo deve essere collocato in un luogo asciutto, fresco e privo di polvere e conservato in uno stato chiuso per evitare danni accidentali.
Ispezione quotidiana
Verificare se le viti e i morsetti di fissaggio dello stampo sono allentati e verificare se il meccanismo di espulsione e il movimento del cursore sono fluidi.
Registrare se i difetti del prodotto sono legati allo stampo (come graffi, deviazione dimensionale).
Ispezione trimestrale
Ricontrollare l'effetto antiruggine degli stampi inattivi da più di 2 mesi ed eventualmente integrare il trattamento antiruggine.
Gestione del curriculum
Creare una scheda di riepilogo dello stampo per registrare l'utilizzo, la cronologia della manutenzione eparametri di stampaggioper facilitare il monitoraggio delle esigenze di manutenzione.
Impostazioni di processo ragionevoli
Evitare una forza di bloccaggio, una pressione di iniezione o una temperatura dello stampo eccessive per evitare un'eccessiva usura dello stampo.
Operazione di spegnimento
L'arresto temporaneo richiede la chiusura dello stampo per evitare l'esposizione della cavità; alla riattivazione è necessario sgrassare accuratamente per evitare difetti superficiali del prodotto.

Trattamento ruggine
La ruggine minore viene lucidata con una smerigliatrice e poi rivestita con olio antiruggine; grave ruggine necessita di essere riparata mediante sabbiatura.
Blocco delle vie navigabili
Pulire regolarmente il canale dell'acqua di raffreddamento e sostituire l'anello di tenuta per garantire l'efficienza del raffreddamento.
Attraverso la manutenzione sistematica di cui sopra, la durata dello stampo può essere notevolmente prolungata, l'efficienza produttiva e la resa del prodotto possono essere garantite.
Se sei interessato ai nostri prodotti o hai domande, non esitare a farlocontattaci.